Setup rapido (SMED) per presse e trancia: perché conta
Ridurre i tempi di cambio stampo non è solo una questione di velocità: significa più capacità produttiva senza nuove macchine, minori costi e maggiore affidabilità. L’approccio SMED (Single Minute Exchange of Die) nasce per portare il cambio formato sotto i dieci minuti, ma il valore vero è culturale: abituarsi a progettare processi che scorrono, con attività semplici e ripetibili.
Scopri come applicarlo per migliorare il tuo business.
Separare interno da esterno: il primo salto di qualità
Il punto di partenza SMED è distinguere le attività interne (possibili solo a macchina ferma) da quelle esterne (preparabili con macchina in funzione). Preparare stampi, utensili e bulloneria all’esterno, verificare misure e settaggi prima dell’arresto, predisporre i nastri e i materiali: spesso questa sola separazione riduce il fermo del 30-40%. La regola d’oro? Nulla si cerca durante il cambio: tutto è pronto e a portata di mano.
Standardizzare e semplificare: checklist, 5S, codici colore
Per rendere ripetibile il setup, servono checklist chiare, punti di serraggio codificati e strumenti dedicati per ogni pressa. Il metodo 5S elimina sprechi di movimento e attese; colori e cartellini associano ogni accessorio allo stampo corretto; i carrelli “kit” evitano viaggi in magazzino. Piccole semplificazioni (viti uguali, posizionatori con battute fisse, spine di centraggio) abbattono minuti senza sforzo.
Soluzioni tecniche “quick”: sganci rapidi, preset e modularità
La meccanica aiuta. Sistemi di bloccaggio rapido, piani magnetici o idraulici e attacchi rapidi per aria e lubrificante accorciano la fase di montaggio. Il pre-set fuori linea degli stampi (altezza, centraggio, sensori testati) evita regolazioni in macchina. Stampi modulari e componenti standard riducono le variazioni tra formati. Infine, maschere poka-yoke impediscono errori di montaggio che costano ore.
Dati e formazione: dal cronometro al MES
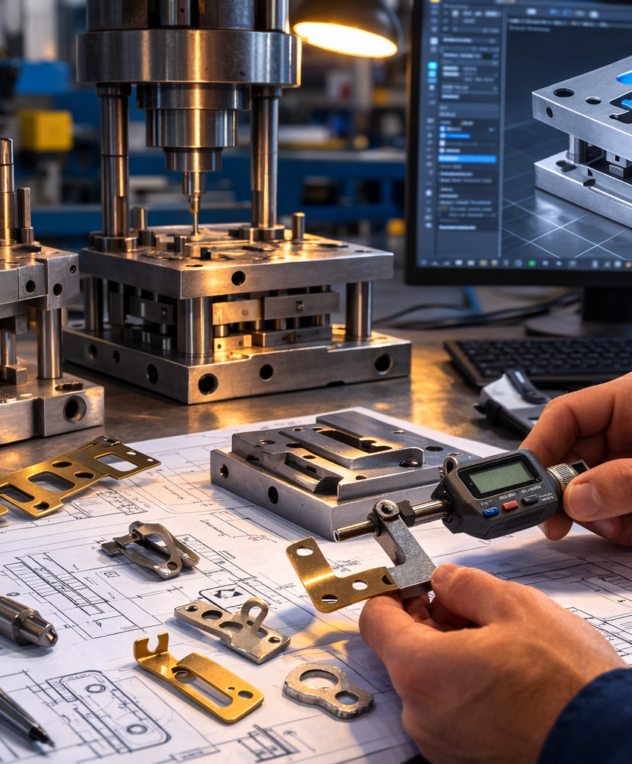
Il miglioramento inizia misurando. Un semplice cronometro e un’analisi video identificano colli di bottiglia; un MES registra i fermo-macchina, condivisione di KPI (OEE, MTTR, tempo di setup medio) motiva il team. Ma senza formazione non c’è SMED: squadre dedicate al cambio formato, ruoli assegnati, prove a vuoto e “giri di prova” riducono l’ansia da ripartenza e aumentano la qualità al primo colpo.
Qualità alla ripartenza: partire bene per correre di più
Ridurre il setup non serve se poi si scarta. Per questo si introducono parametri “golden” di avviamento, controlli dimensionali al primo pezzo e schede stampo con settaggi validati. Sensori su fine corsa, colpi a vuoto e pressione evitano danni in avvio. Una ripartenza stabile elimina microfermi e rientri in regolazione, consolidando il guadagno di tempo.
Roadmap pratica: 90 giorni per vedere risultati
Si parte da una pressa “pilota”. 
- Settimana 1-2: mappatura video del cambio e separazione interno/esterno.
- Settimana 3-6: 5S, carrelli kit, checklist, standardizzazione bulloneria.
- Settimana 7-10: sganci rapidi e preset fuori linea.
- Settimana 11-12: addestramento e audit di ripetibilità.
Obiettivo realistico: -40% sul tempo di setup, con payback spesso entro l’anno grazie a maggiore disponibilità macchina e minori straordinari.
Il contributo di un partner esperto
Un partner con attrezzeria interna e competenze di processo supporta la scelta dei sistemi di bloccaggio, la progettazione degli stampi “SMED-ready” e la definizione dei parametri di avviamento. L’esperienza su presse da 10 a 100 ton e materiali diversi (rame, ottone, acciaio, alluminio) accelera la curva di apprendimento e rende i benefici stabili nel tempo.
Ecco qualcosa su di noi: SCM, fondata nel 1995, è un fornitore di servizi di progettazione, realizzazione e manutenzione di stampi trancia a passo o per imbottitura, stampi termoplastici e termoindurenti. Hai bisogno della nostra competenza ed esperienza? Clicca qui e contattaci direttamente, senza impegno.